Ilmenite Ore to Metal Hydride
Making FeTi hydrogen storage material from raw ore using molten salt electrolysis.
The standard way to make FeTi is expensive by design. You take pure titanium, which means running TiO₂ through the Kroll process first, then pure iron, combine them in a vacuum induction furnace at 1,600°C, anneal for up to ten hours in nitrogen, then pulverize. The best manufacturers in the world, which we visited firsthand in China, cannot break below $22/kg. That is not inefficiency. That is the process.
The frustrating thing is that FeTi itself is not new or exotic. It has been studied since the 1970s. It stores roughly 1.7 wt% hydrogen reversibly, operates at pressures and temperatures that do not require exotic containment, and has been shown to hold up over roughly 20,000 absorption-desorption cycles. The PSE&G pilot plant was running FeTi hydride vessels in New Jersey in 1976. The material is well understood. What has always held it back is a combination of three things: activation is a pain, sourcing pure single-phase material reliably is hard, and heat transfer in large vessels is not great. All solvable problems. None of them fundamental. But together they were enough to keep FeTi on the shelf while the hydrogen industry went elsewhere.
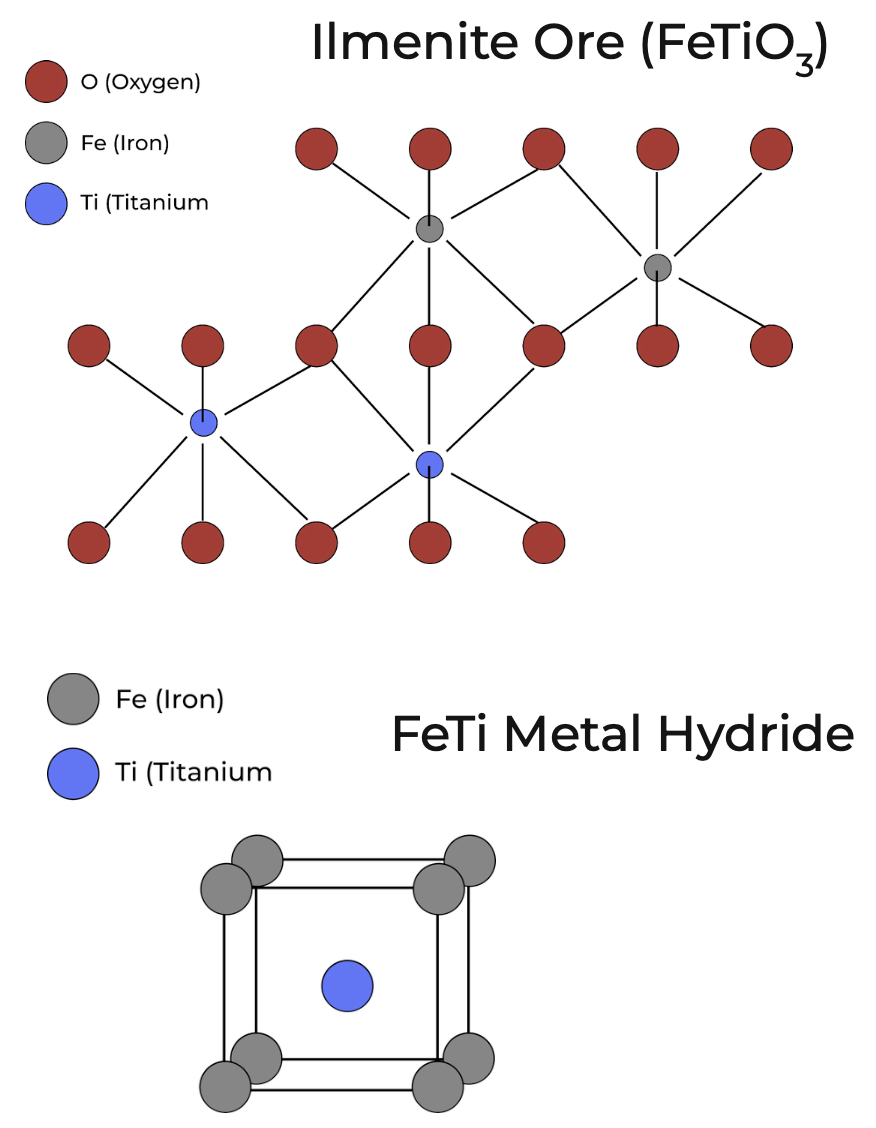
Ilmenite is FeTiO₃. Iron and titanium, already together, in a mineral that surface-mines across Florida, Virginia, and the California foothills. We found a mine in Ione, CA, about two hours from our shop, that would sell it to us for $0.13/kg. The oxygen is the problem, not the metals. If you look at FeTiO₃ and FeTi side by side the structure is very similar, so the question is: can you remove the oxygen directly, without separating the metals out first?
The answer is yes. The reaction is:
Submerge ilmenite in molten calcium chloride, apply 3.1V across a graphite anode and the ore as cathode, and oxygen migrates out through the salt and oxidizes the carbon as CO₂. What remains is metallic FeTi. One step, from dirt to hydride. We modeled the consumables-to-product cost at $0.77/kg, roughly $10/kWh, against a $75/kWh floor from conventional manufacturing. That was the big bet.
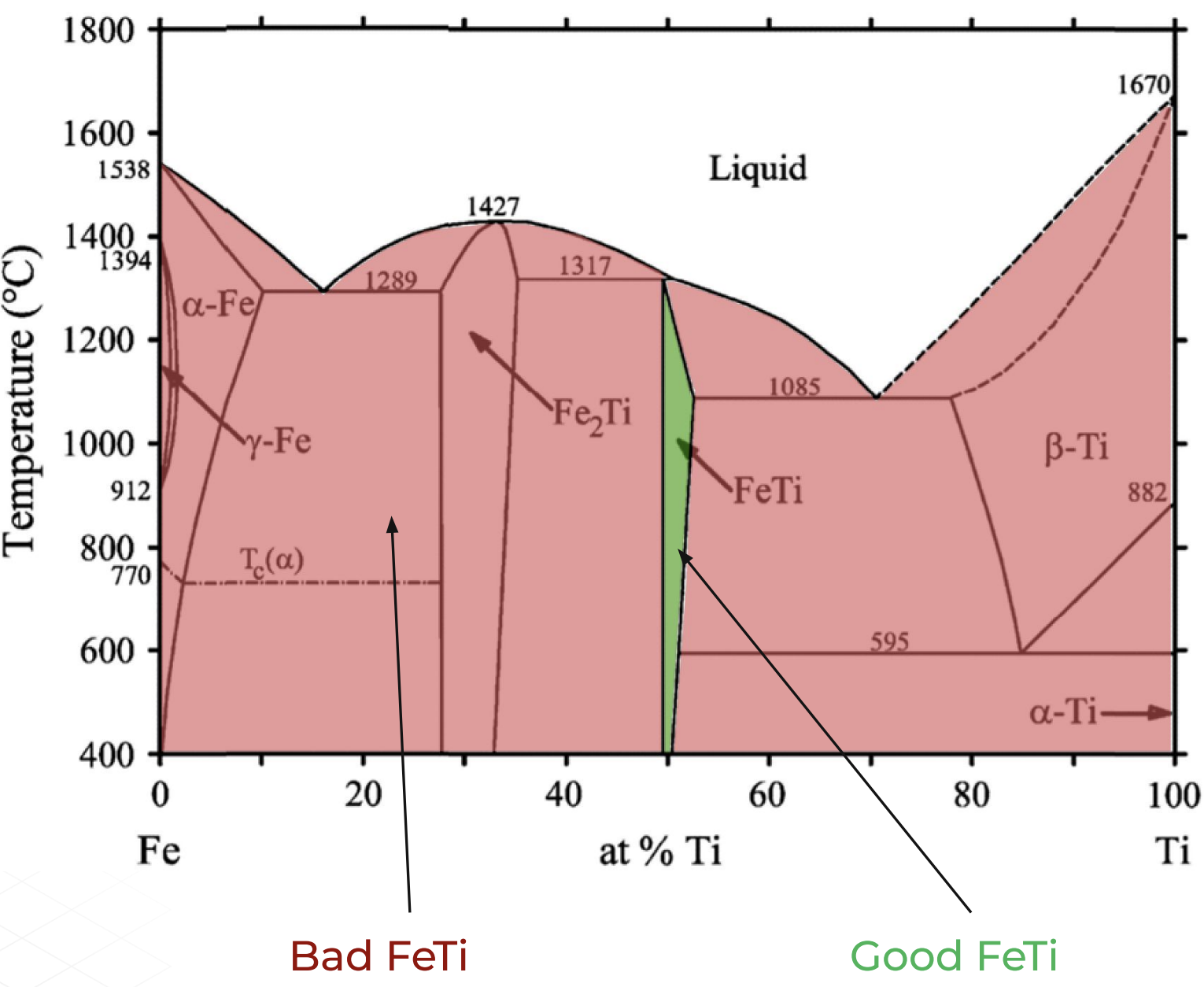
Natural ilmenite is low-grade. It has more iron than titanium. Under electro-deoxidation that imbalance matters: if the Fe:Ti atomic ratio in your precursor is not close to 1:1, you get a two-phase product, FeTi mixed with Fe₂Ti. Fe₂Ti absorbs no hydrogen. Its presence in the material cuts storage capacity by over a third.
This is not obvious from looking at the ore. The ilmenite we sourced was 98 wt% beneficiated, which sounds clean, but the Fe:Ti ratio in natural mineral is almost never 1:1. The electrochemistry does not care what you intended to make. It reduces what you give it, and if there is excess iron, it ends up as Fe₂Ti.
The fix is to add TiO₂ to the ore before processing to bring the ratio back to 1:1. Around 10 wt% TiO₂ added to low-grade ilmenite gets you there. Single-phase FeTi, confirmed by XRD and Rietveld refinement. The hydrogen storage capacity of the single-phase material is nearly 36% higher than the two-phase version. That precursor composition work, understanding exactly what goes into the salt bath and why, was the core of getting the chemistry right. Getting to a clean XRD pattern felt like a real milestone.
We also added MnO₂. Manganese substitutes for some of the iron in the FeTi lattice. It improves activation, the first hydrogenation cycle which requires cracking the passive oxide layer on fresh material, and it appears to act as a sacrificial oxidizing element, preferentially oxidizing before Fe or Ti and slowing surface degradation over repeated cycles. This directly addresses one of the classic FeTi complaints. Mn does not fix activation completely but it makes it significantly more tractable.
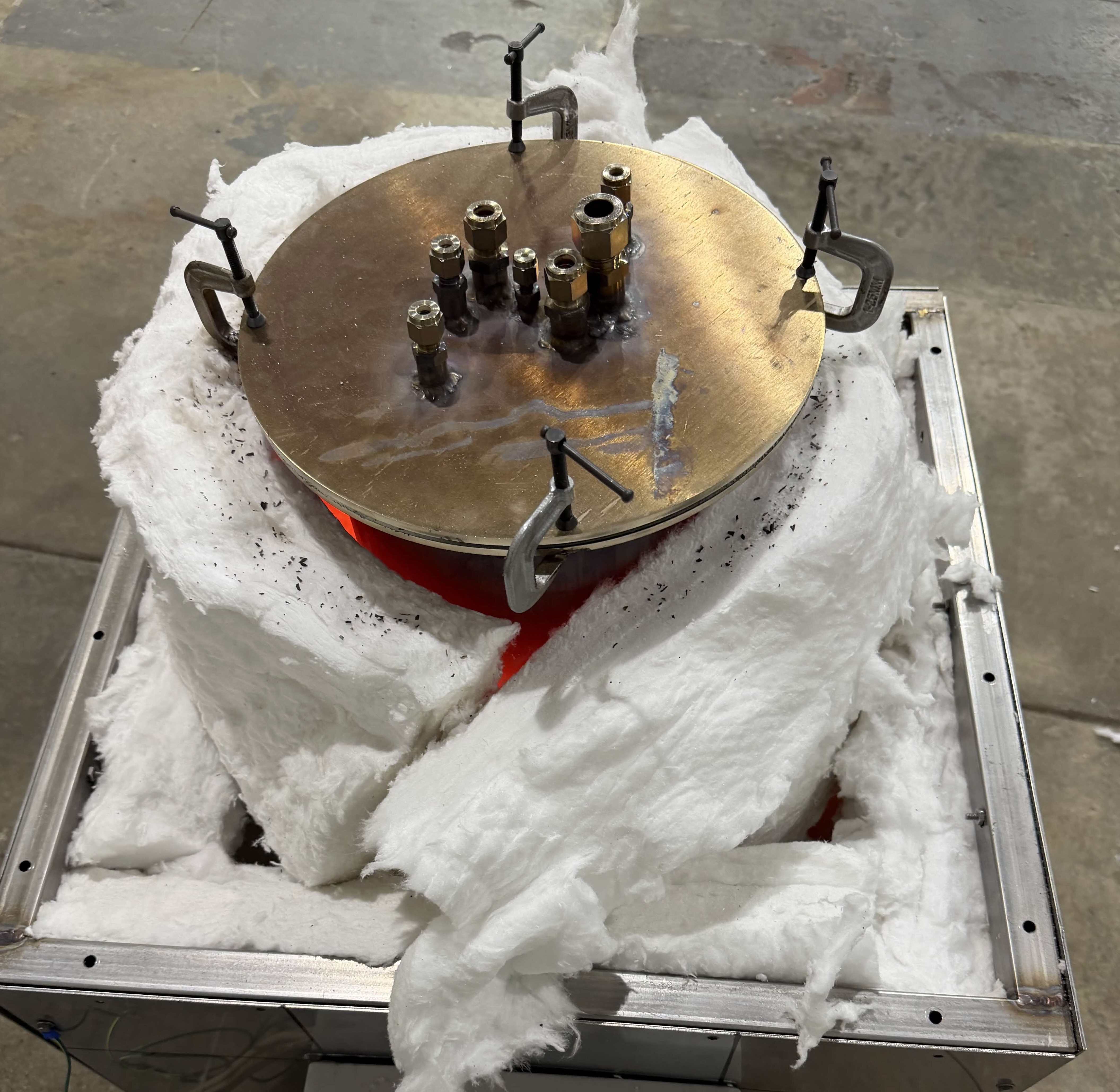
The salt bath reactor is straightforward in concept and annoying in practice. You need molten CaCl₂ at around 950°C. CaCl₂ melts at 772°C, which sounds like plenty of margin, but getting a bench-top kiln to hold that temperature reliably with a full reactor load inside is a different problem. You need a graphite anode and a cathode holding your ilmenite. You need an argon atmosphere because CaCl₂ is hygroscopic and any moisture in the melt causes problems, and above 3.3V you start producing chlorine gas instead of doing useful chemistry. You need to pre-electrolyze with a sacrificial stainless steel cathode first, running the salt for several hours to strip out impurities before you commit your actual material.

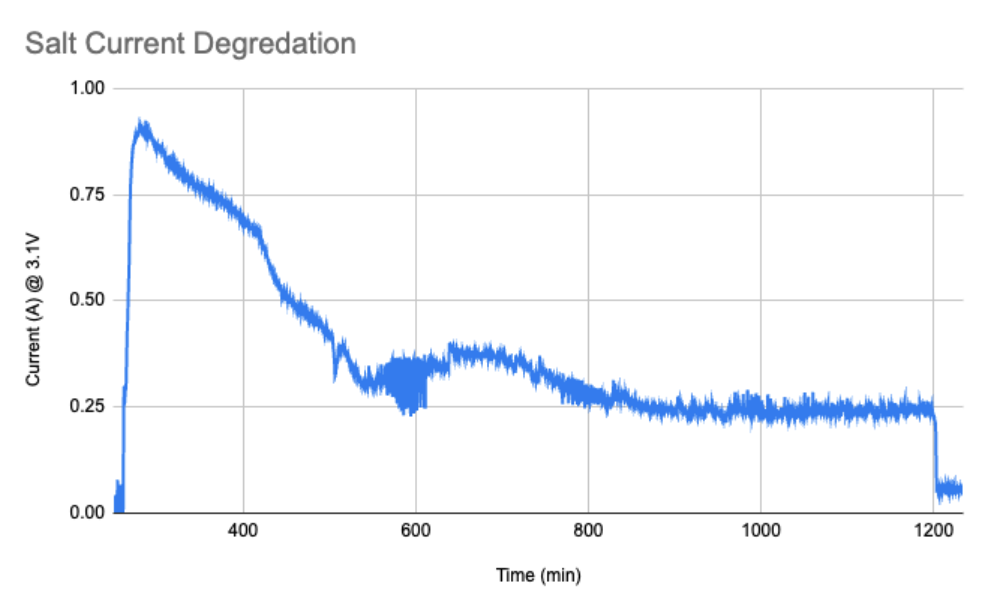
The signal that the reaction is working is current degradation. You start at around 1A and watch it fall steadily toward 0.2–0.4A over several hours as oxygen leaves the ore and the cathode becomes increasingly metallic. A run that stays high and flat is not doing electrolysis. A run that drops cleanly is. Learning to read that curve was how we learned to trust the process.
Early runs taught us the failure modes fast.
One thing we kept running into was that the reaction appeared anode-limited. The graphite rod had much less surface area than the ilmenite cathode. Current was not moving fast enough not because the chemistry was wrong but because the anode could not keep up. Moving to a graphite block anode was the direction we were heading.
The second reactor generation moved to a chandelier design: multiple ilmenite bags in molybdenum mesh, suspended from a common hanger, surrounding a central graphite anode. The geometry increased surface area, multiplied how much material could run in parallel, and allowed continuous batching. A stainless rod drops between runs to clean the electrolyte without breaking down the whole setup. Throughput went from roughly 10g/day to roughly 50g/day.
The scale-up gap was the problem we never fully solved. Going from 5g batches to the hundreds of kilograms per day we eventually needed was not just a matter of building a bigger reactor. The physics change. Heat distribution, current density across a larger electrode array, argon flow management at volume, salt replenishment without contaminating the melt. The direction we were heading was powder processing without sintering, skipping the pelletizing step entirely. If you can run loose powder in molybdenum mesh bags directly you eliminate a furnace step and dramatically increase how much material you can cycle per run. That was still an open question when we stopped.
Making FeTi is half the problem. Knowing whether it actually works is the other half.
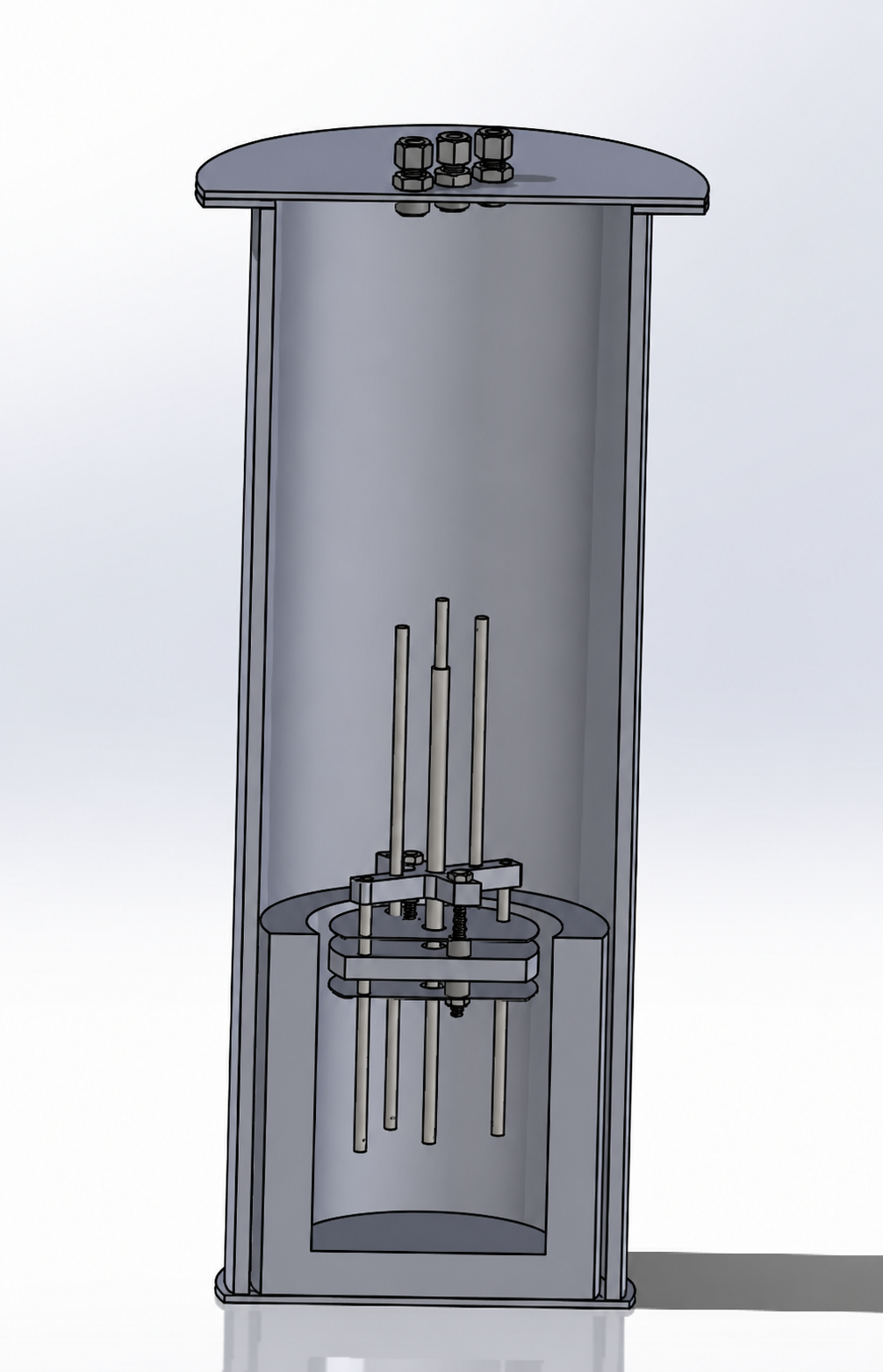
We built a tube vessel from 316 ¼" stainless, bent into a U-shape to fit a small furnace, with a tee joint so hydrogen could circulate through the bed rather than just pressurizing from one end. Twenty grams of material per run, five grams set aside for XRD.
Before any hydrogen goes in, you vacuum pump the vessel. The auto-ignition temperature of hydrogen drops significantly at pressure, and at 60 bar and 300°C with oxygen present you are in a bad place. Removing oxygen first is not optional.
Activation requires thermal shock to crack the passive oxide layer on the surface. FeTi forms oxide and hydroxide on exposure to air that blocks hydrogen from dissociating at the surface. The fix is to repeatedly heat and cool the material under hydrogen pressure, creating cracks in that layer. We exposed material to 60 bar hydrogen and 300°C in 20-minute cycles, bleeding and refilling until a sharp pressure drop confirmed the material had absorbed. The drop is unmistakable when it happens. Pressure falls quickly from 60 bar toward zero as the material drinks in hydrogen. Before you see it you wonder if anything is happening. After you see it once you always recognize it.
Once activated, we filled to 35 bar and left it for an hour to consider the vessel fully charged. Then measured wt% by desorbing through a flow controller at a downstream backpressure of 10 bar. Total hydrogen out divided by material mass gives you wt%. If the material choked before reaching expected capacity, we raised furnace temperature to confirm it was at true capacity and not just kinetically limited. This is the other classic FeTi problem showing up in practice: poor heat transfer means the bed can throttle its own reaction. The vessel gets too cold during desorption and flow dies. Raising the furnace temperature broke the choke.
The XRD characterization ran in parallel. Five grams per batch, checked for phase purity, looking for the FeTi peak pattern and the absence of Fe₂Ti. If the XRD looked right the material was right, and then the wt% test told you whether the reactor conversion was complete enough to matter.
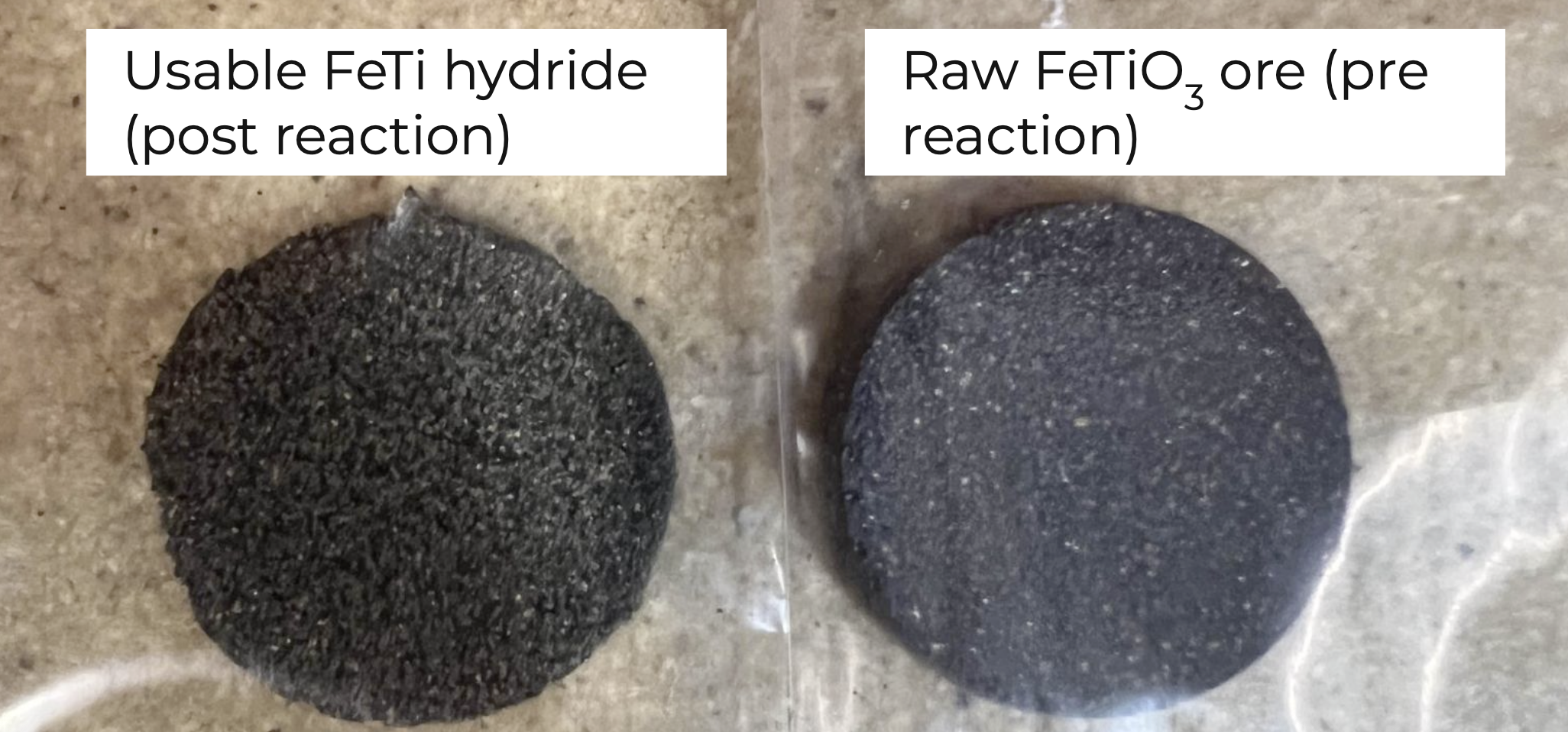
The process works. We produced single-phase FeTi from raw ilmenite, confirmed by XRD. We activated it. We observed reversible hydrogen absorption and release. The material behaved like FeTi.
The cost model was real as a model. Ilmenite at $0.13/kg, TiO₂ and MnO₂ as small additions, CaCl₂ as the dominant consumable at $0.79 per kg of product, energy at $0.02/kWh, argon as an ongoing cost. The math lands at $0.77/kg of FeTi. There is also a byproduct credit: the ore we sourced came with excess SiO₂ sand that could be sold back at $0.50/kg, which offsets the total cost further. Whether those numbers hold at production scale was the thing we never got to validate.
What we did not get to: consistent repeatability across batches, full wt% characterization of material quality as a function of reactor conditions, and demonstrating that powder processing without sintering could work at the throughputs we needed. The reactor worked. The material worked. The gap between 50g/day and the kilograms-per-day scale needed for a real product was still ahead of us.
FeTi is a 50-year-old material with known solvable problems. Activation is annoying but workable, especially with Mn substitution. Heat transfer in large vessels is a real engineering problem but not a fundamental one. Sourcing pure single-phase material reliably was exactly what this process was designed to fix. We got close enough to believe the approach was right. We just did not get to finish it.